̼���u��ĥͿ��
- �aƷƷ�� ������
- �aƷ��̖ W2C
- �aƷ����
̼���u��Ϳ�ӹ����õ��x�ӻ����ه�Ϳ̼���uͿ�ӣ�̼���uͿ�Ӻ�����]�飺0.1mm-1mm�����ٱ���ᇊͿ̼���uͿ�Ӄr���ǣ�ÿƽ��1.5�fԪ��̼���uͿ��Ӳ����HV1200��̼���uͿ����ĥ���ý���ʯɰ݆��...
̼���u��ĥͿ�Ӻ��飺
��̼���uͿ���У�̼ԭ��Ƕ���u���پ�����g϶�������Ɖ�ԭ�н��ٵľ����γ���϶�����w�����Ҳ�Q��϶������룩�����̼���u�����u��̼�Ļ����ߜؼӟ��Ƶã�����NĴ����ܼ��ٷ������M�С������u�ĺ����������M���Ƃ䣬�aƷ��K�����1500���M�����̎��, �Գ�ȥ̼�������̼���u�m���ڸߜ����M�ЙCе�ӹ����������������ߡ��G�t�ĽY�����ϡ�����l�әC��ȼ��݆�C������ȡ�
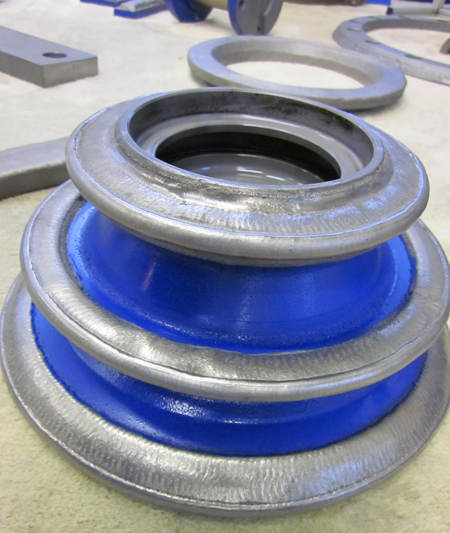
�D��1������̼���u��ĩ��Ϳ̼���uͿ��
��Ϳ̼���uͿ�Ӽӹ���ˇ���c��
̼���u��Ϳ�r�����ٶȷdz���һ�������ٵ�5������ˇ�������ķ�ĩ���ٶ�Ҳ���_2000��/�롣̼���uͿ�������ԺÚ������С��1%��Ϳ�ӽY�Ϗ��ȸ߲�����70Mpa��Ϳ�Ӳ����ڻ��ı���͜��γ�Ϳ�ӣ�̼���u��ĩ�����١�������Ϳ̼���uͿ�ӕr�ض�һ����200�����ң���˽^���������׃����С��

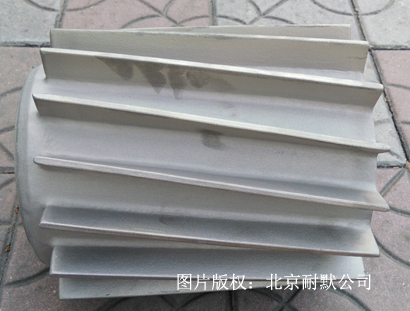
�D��2�������ه�Ϳ����Ϳ̼���uͿ���O�������O��������̼���u��ĥͿ�����ܷ���
̼���u��ĥͿ����̼�u�Ͻ��g�������u�c̼����һ���������̼�����u�����Wʽ�� W2C�����c��2860�棬���c6000��,�����ܶ�17.15�������|���Ʒ�����;̼ͬ���u��
����7KW�M��CO2��������2Crl3���P䓻��w���M���˼����۸��{��WC��ĩ�Č�ʹ�Ò�����R��SEM����X�侀���䣨XRD����X�侀����ɫɢ�V�x��EDAX�����@Ӳ�ȃx���O��z���Ϳ�ӵĽM�������ܡ��Y�����������ü����۸��{��WC��ĩ�ķ������Եõ����ܵďͺ�Ϳ�ӣ�Ϳ���۸��^�ʬF�����͵�Fe�İ����֦���͘�֦���g��Fe-C-W�M����XRD�����������ͺ�Ϳ����Ҫ��Fe��WC��W2C��Fe3C�N��M�ɣ�Ϳ�ӵ����ܜyԇ�Y������������Ӳ�Ȟ�1750HV���۸���ƽ��Ӳ�Ȟ�1200HV����ĥ�p���ܱȻ��w�����2��5����
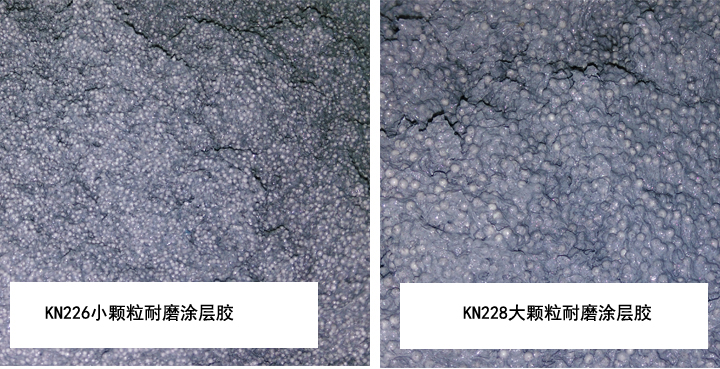
�D��3��̼���uͿ����ĥ��
�y�T�ǙCе���I����������V����Ҫ���A����֮һ.�y�T���l���Ć��]�^����,���ܷ����ܵ�����,���Ͻ��|�ĸ��g���_ˢ���ߜص����ص�����,��ʹ�y�T�ܷ����^��ēp��,�ɞ��ܷⲻ��,�l��й¶�ĸ�Դ֮һ.

�D��4���ܵ��ȱ�̼���u�Ѻ���
����HVOF��ͿⒻ�̼���u�Ͻ��ĩ��懻�̿���u�Ͻ��ĩ߀���t��̿���u�Ͻ��ĩ��Ϳ����̼���uͿ��Ӳ�ȿ����_��HV1200�ߜ�850��,ʹ�y�T�㲿��,��ĥ�p�����g���ߜء������������^�ֹ��Ѻ������t���B̼���{�|����ˇ����ʹ���aЧ�����2�����ϣ����a�M�ý���50%���ϣ�ʹ�É��������L��ʮ����
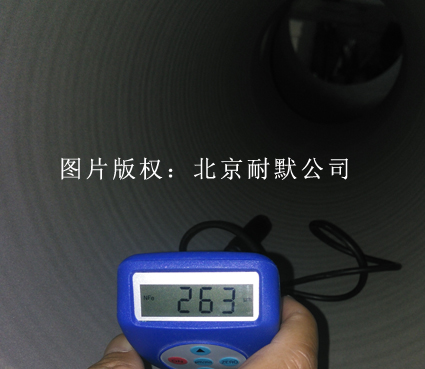
�D��5��̼���uͿ�Ӻ�șz�y��������Ĭ��˾�����ڹܵ��ȱڇ�Ϳ̼���uͿ�ӣ�̼���uͿ�Ӻ����0.263mm
̼���uͿ����Ϳ�㲿���������l�塢�y�����y�ġ����������w�����m���y�U��